010203

Keðjuhjól, gírsmíðavél, iðnaðarframleiðsluhitunarvél með dítermískri upphitun
vörulýsing
Ending í iðnaðarflokki – Öflugt kælikerfi (vatn/blástur) fyrir notkun allan sólarhringinn í krefjandi verkstæðisumhverfi.
Tilbúinn fyrir sjálfvirkni – CNC-samhæft stjórnviðmót fyrir forritanlegar hitunarlotur, sem tryggir endurtekningarhæfa smíðagæði.
Tilvalið fyrir:
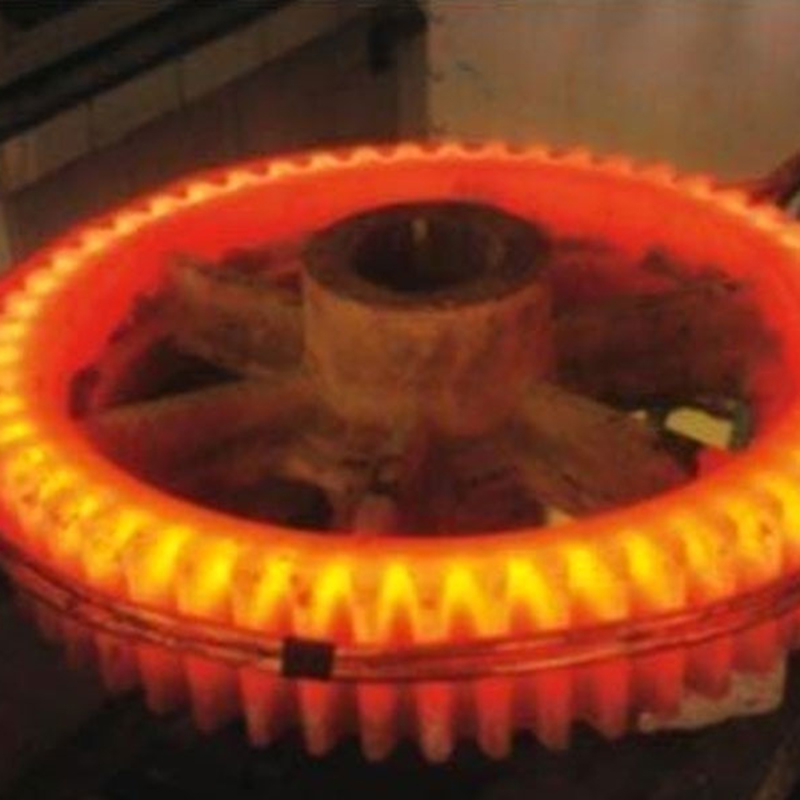
Framleiðsla á gírum og tannhjólum – Forhitun með spanhitun fyrir aflögunarlausa herðingu.
Smíði keðjuhjóla – Hágæða upphitun fyrir iðnaðar færibönd og þungavinnuvélar.
Sérsniðin iðnaðarþráðameðferð – Aðlögunarhæf fyrir stórfellda málmvinnslu með mátbundnum spóluhönnunum.
Umfang umsóknar
1. Framleiðsla iðnaðargírs
Nákvæm smíði: Hátíðni spanhitun fyrir keiluhjól, skrúfhjól og keiluhjól (allt að 1200°C) með jafnri hitaleiðni.
Herðing og temprun: Bjartsýni fyrir kolefnisstál, álfelgistál og hert gírefni til að auka slitþol og endingu.
2. Framleiðsla á keðjuhjólum og tannhjólum
Þungavinnusmíði: Skilvirk upphitun fyrir keðjuhjól á iðnaðarfæriböndum, tannhjól mótorhjóla og drifbúnað í landbúnaði.
Samhæfni við sérsniðnar spólur: Stillanlegar spanspólur fyrir stór tannhjól (allt að 500 mm) og framleiðslu í miklu magni.
3. Bíla- og vélbúnaðaríhlutir
Gírkassahlutir: Spóluhitun fyrir gírása, samstillingarhringi og mismunadrifshluti í bílaframleiðslu.
Þungavinnuvélar: Styður námuvinnslu, byggingariðnað og smíði skipatækja með öflugri (15-60 kW) hitameðferð.
4. Sérsmíði og viðgerðir á málmi
Viðhald verkfæra og mótanna: Nákvæm upphitun fyrir viðgerðir á mótum, pressusmíðamót og endurmótun iðnaðarverkfæra.
Sveigjanleg notkun: Samhæft við lotusmíði, sjálfvirkar CNC línur og handvirka verkstæðisvinnu.
Tilvalið fyrir atvinnugreinar: Bílaiðnað, flug- og geimferðir, þungavinnuvélar og málmsmíði.
Stillingar og afköst
Iðnaðarhitunarvél með innleiðsluhitun fyrir keðjuhjól og gírsmíði
1. Grunnkerfisstilling
Aflgjafi:
Afköst: 15-100 kW (stillanleg)
Tíðnisvið: 1-150 kHz
Inntaksspenna: Þriggja fasa 380V, 50/60Hz (iðnaðargæðaaflgjafi)
Hitastöð:
Spólur með rafskauti: Sérsniðnar koparspólur (innri þvermál 50-500 mm) fyrir gír/tannhjól af mismunandi stærðum.
Kælikerfi: Lokað vatnskæling (rennslishraði ≥20 L/mín) með ofhitnunarvörn
2. Afkastabreytur
Hitunargeta:
Hámarkshitastig: 1.250°C (±10°C nákvæmni í stjórnun með PID)
Upphitunarhraði: 5-30 sekúndur fyrir 20-50 mm þykkt stál (orkunýtni ≥92%)
Jöfnuleiki: ≤±15°C hitastigshalla yfir vinnustykkið
Efnissamrýmanleiki:
Málmar: Kolefnisstál (AISI 1045/1060), álfelgistál (4140/4340), ryðfrítt stál (304/316)
Notkun: Hitun gírhluta, herðing tannhjóla, temprun keðjuhjóla
3. Stýring og sjálfvirkni
Rekstrarviðmót:
Snertiskjár með forstilltum forritum fyrir algeng smíðaprófíla
PLC-samþætting fyrir sjálfvirkar framleiðslulínur (RS-485/Modbus stuðningur)
Öryggiseiginleikar:
Yfirstraums-/yfirspennuvörn, neyðarstöðvunarhnappur, IP54-vottunarloka
Dæmigert forrit:
Smíði bifreiðagírs Smíði tannhjóla fyrir flutningabíla
Íhlutir fyrir þungavélar Sérsniðnar viðgerðir á málmvinnslu
Tæknilegar upplýsingar
1. Rafkerfi
Inntaksafl: 380V/415V ±10%, 3 fasa, 50/60Hz
Nafnafl: 60-100 kW
Tíðnisvið: 30-150kHz (sjálfvirk stilling fyrir bestu mögulegu upphitunardýpt)
Vinnuhringur: 100% samfelld notkun
2. Hitunarafköst
Hitastig: 200-1250°C (PID-stýrt ±5°C)
Upphitunarhraði:
5-15 sekúndur fyrir lítil gír (ø50-100 mm)
20-40 sekúndur fyrir stór keðjuhjól (ø300-500 mm)
Nýtni: ≥90% orkunýtingarhlutfall
3. Vélræn uppsetning
Stærð vinnustöðvar: 1000 × 800 × 1200 mm (L × B × H)
Spólur með spannspólum:
Fjölþráða koparspólur (innri þvermál 30-600 mm)
Hraðskiptanlegt hönnun með vatnskælingarrásum
Kælikerfi:
Vatnsrennsli: ≥40L/mín @ 0,2MPa
Hitastigsviðvörun við >45°C
4. Stjórnkerfi
Rekstrarviðmót:
10" snertiskjár með 8 forstilltum forritum
Rauntíma hitastigs-/orkueftirlit
Helstu íhlutir: